

INDUSTRIES
Trusted across sectors for smart manufacturing solutions.
Do you have complex specs, tight timelines, and strict regulatory standards? That’s our specialty!
From complete machines and factory tooling to automated processes and systems that move production forward, Bent River is ready to take on your toughest challenges.
Defense
Mission-critical manufacturing that holds the line.
Need reliable Ground Support Equipment (GSE) or factory automation for defense production? We design and deliver rugged, integrated systems that support missile assembly, advanced aviation, smart defense, and beyond — with speed, precision, and full compliance.
-
Your most sensitive and secure projects are in the right hands.
ISO 9001:2015 certified
ITAR registered
NIST 800-171
CMMC 2.0 certified
AS9102 Rev C
-
Mechanical-electrical design, build, assembly, and integration for all types of GSE equipment including:
Rings, cradles, and carts
Precision alignment tools and fixtures
Assembly, inspection, and testing fixtures
Automated guided vehicle integration
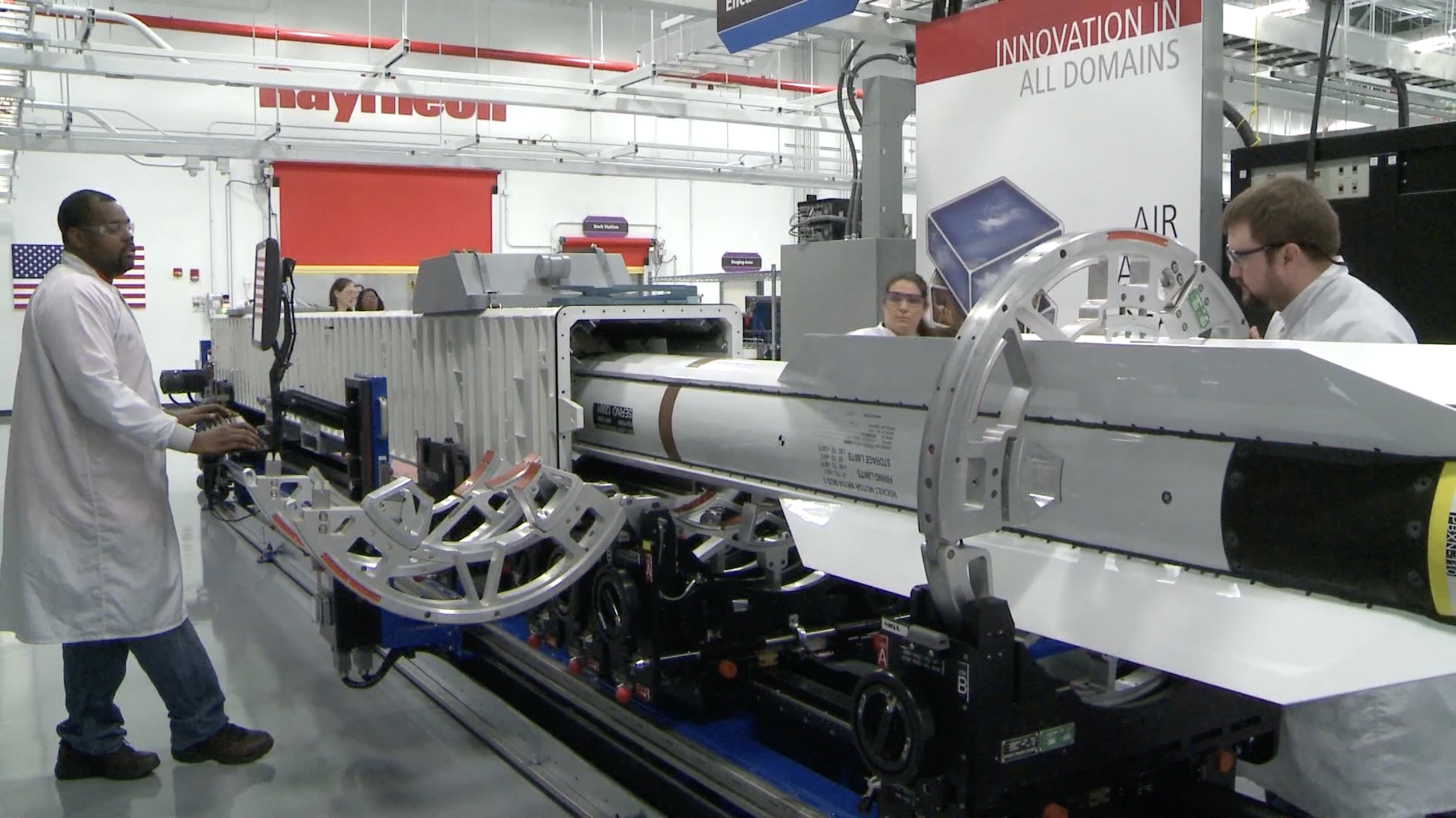
CASE STUDY: SAFE MISSILE HANDLING SYSTEM
Raytheon needed a way to move and align a missile through manufacturing without direct handling. Bent River worked to understand the constraints, develop the solution, and provide the safety analysis. The team designed and built the ring, cradle, and cart system that allowed the missile to be positioned, articulated, and transported through production.
Result: A validated system for safe handling and alignment in a high-consequence production environment.
Space
Over 90% of the satellites in orbit today use solar panels laminated on a Bent River machine.
Space product manufacturers need a partner who understands how to develop and scale production processes for space-grade solar. At Bent River, we help you move from prototype to production with precision, speed, and technical fluency.
No other industry moves faster—and we’re built for it.
-
Your most sensitive and secure projects are in the right hands.
ISO 9001:2015 certified
ITAR registered
NIST 800-171
CMMC 2.0 certified
AS9102 Rev C
-
Solar panel prototypes
Custom lamination systems
Manufacturing process development
Lights-out, automated production systems
CASE STUDY: SOLAR PANEL LAMINATION FIXTURES
A satellite manufacturer came to us with a bottleneck: producing space-grade solar panels took over three hours per unit. Our team developed semi- and fully-automated tooling and fixtures that cut takt time to just 14 minutes.
Result: A 90% reduction in takt time while maintaining quality.

Technology
Innovation moves fast–we keep you on the forefront.
With decades of prototyping and automation experience, Bent River helps tech companies accelerate development, iterate with precision, and scale smarter.
Whether you’re building inspection systems, test rigs, or production-ready equipment, our team delivers custom solutions fast—without sacrificing quality or adaptability.
-
Prototyping & Engineering – Fast-turn, high-accuracy builds informed by decades of cross-industry experience.
Custom Tooling & Fixtures – Built to spec for inspection, packaging, post-processing, and more, with tight tolerances and high repeatability.
Automation & Integration – Scalable systems for parts handling, inspection, and machine automation.
OEM Contract Manufacturing – Secure, flexible production support from alpha to rollout.
Material Strategy & Process Planning – Long-lead sourcing and smart scheduling to keep your projects on track.
CASE STUDY: SCALING UP BREAKER PRODUCTION
Siemens needed to increase breaker production by roughly four times, but the existing production line could not support the demand. Bent River designed and integrated a production system that combined Siemens controls and vision hardware with a Bosch Rexroth conveyor platform, using barcode scanning and intelligent routing to move each breaker through the required assembly, test, QA, rework, and packaging steps based on product type, work order, and operator credentials.
Result: A 10,000+ sq. ft. intelligent production system built to support higher-volume breaker manufacturing with ERP-connected routing and tracking.

Semiconductor
Testing equipment and material handling solutions.
Semiconductor manufacturing leaves no room for error. With over 40 years in the industry, we build semiconductor testing and handling systems that meet tight specs and tighter timelines.
We specialize in functional, structural, and parametric testing equipment—designed to integrate with your process and deliver consistent, high-quality performance.
-
Functional, structural, and parametric test equipment
Automated wafer inspection and material handling systems
Mechanical-electrical integration and subassembly optimization
Flexible tooling for custom product configurations
OEM manufacturing support with weekly production coordination
CASE STUDY: MODULAR UPGRADE FOR CHIP INSPECTION
Sonix came to us for a more flexible approach to building their AutoWafer inspection systems. We collaborated to redesign key subassemblies for modularity—so one machine could be easily reconfigured for different inspection tasks.
Result: Faster changeovers, cost-effective production, and better ability to support the world’s leading chip manufacturers.

Medical
Precision manufacturing for regulated environments.
From prototyping to production systems, Bent River helps medical OEMs build the tools and equipment behind safer, more efficient care. We know what’s at stake in medical manufacturing.
Our team works closely with yours to ensure quality, traceability, and compliance from start to finish—backed by ISO 9001 certification and deep experience with FDA-regulated standards.
-
FDA CFR 21 QSR and ISO 9001:2015 expertise
Proven quality processes and SOPs for regulated production
Full documentation for repeatability and regulatory readiness
-
Medical device assembly automation
Custom filling and packaging systems
OEM sub-assemblies (mechanical + electrical)
Case packing and palletizing
Specialized fixtures and test equipment
Automated equipment for assembly, packaging, and inspection
CASE STUDY: AUTOMATED MEDICAL PACKAGING
Roche needed a custom automation system for a medical packaging process where the correct syringe, package, and programmed identifier had to match every time. Bent River designed, built, and installed a custom system that loaded the syringe into a thermoformed tray, placed the tray into a box, programmed the iButton, applied it to the package, and labeled the final box. The system also linked the package data to the manufacturing information to ensure reliable traceability.
Result: A validated system for safe handling and alignment in a high-consequence production environment.
Find out how we can help you.
